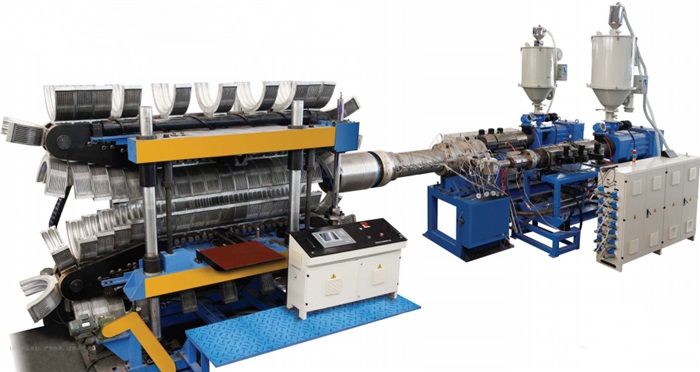
Extruder
Extruders for producing plastic corrugated pipes include single-screw extruders and twin-screw extruders. Generally, single-screw extruders are only used in the production of PP, PE, PVC single-wall plastic corrugated pipes and the production of PE, PP plastic corrugated pipes. The single-screw extruder is inferior to the twin-screw extruder in terms of mixing effect and conveying effect, but its cost is much lower than the twin-screw extruder.
Nowadays, twin-screw extruders are generally used. The twin-screw extruder transports materials based on the displacement principle of the meshing of two threads. There is no pressure backflow, and the plastic corrugated tube can be directly extruded from the powder, eliminating the granulation process and saving money. cost. In addition, the amount of powder added is adjusted by a hydraulic stepless transmission, which can ensure the long-term stability of the melt pressure and product cross-sectional dimensions during molding.
As an extruder that plasticizes, transports materials and provides molding pressure, it determines the plasticizing effect of the material, the degree of mixing, the uniformity of temperature and the stability of the extrusion pressure. The plasticizing effect has a great impact on the intrinsic quality and appearance gloss of the product; the degree of mixing will affect the performance uniformity of each point of the product; uneven temperature of the extrudate can easily cause uneven size and deformation of the product, and even cause local overheating Decompose and reduce the performance of the product; fluctuations in extrusion pressure will cause size fluctuations of the product, unstable production, and even products getting stuck or being pulled apart.
Machine Head or Mold
The structure of the plastic corrugated pipe extrusion head is similar to that of the ordinary pipe head, except that the gap between the die of the plastic corrugated pipe head is small, the length-thickness ratio of the die is large, and there is also a lengthened but unheated die. The plastic corrugated pipe machine head is relatively complex. The pipe wall flow channel is particularly long and the gap is also very small. During extrusion molding, not only the thermal stability of the material is better, but also the ratio and dosage of the internal and external lubricants must be appropriate to avoid melting. Body rupture.
The machine head mainly shapes the molten and plasticized resin into the required cross-sectional shape under a certain pressure. It determines the outer dimensions, tolerances and apparent quality of the product, and affects the physical and mechanical properties, production efficiency and operational stability of the product. . If the design of the machine head shunt bracket is unreasonable, it will cause weld marks and affect the strength of the weld; the flow channel in the machine head is not smooth and can easily cause material decomposition; an excessive compression ratio of the machine head will cause material flow to be poor and easy to decompose due to overheating; compression ratio Insufficiency will result in poor compactness and strength of the product, and difficulty in eliminating weld marks.
The gap and concentricity between the machine head core mold and the die have a great impact on the wall thickness uniformity of the product. Therefore, whether the structural design of the machine head is reasonable will have an important impact on the surface quality of the pipe.
Corrugated Forming Device
The corrugated forming device mainly consists of three parts: forming mold, transmission device and control system.
The forming mold is composed of dozens of pairs of Haf shaping modules, which can be split up and down or horizontally. The shaping modules are fixed on two transmission belts in a crawler type. When the transmission device drives the mold to rotate, the upper and lower (or horizontal) modules repeatedly open and close. The module closes to form the molding cavity of the circular tube, and the module opens to demould the product.
The corrugation forming device has the functions of forming corrugations and pulling pipes at the same time. The key to the corrugated forming device is the determination of the running track of the forming module. First obtain the accurate corrugated forming trajectory, and then combine the modules according to this trajectory, so that the forming device can work normally to achieve the final quality requirements]. When the product specifications are changed, the shaping module of the corresponding specifications can be replaced.
Auxiliary Equipment
Auxiliary equipment includes mixing systems, vibrating screens, fixed-length cutting machines, enlarging machines, etc. For plastic corrugated pipes, the finished dry mix must be screened. Because when mixing, the high-speed mixer cannot completely drain out the moisture and volatile matter in the raw materials. When mixing, the pot will stick to the pot and form some pot scale. The pot scale is not easy to plasticize during extrusion, causing the pipe to be blown. , affecting the strength of the pipe. At the same time, it is also necessary to prevent coke particles from entering the extruder during mixing and causing decomposition reactions, which will affect the surface quality of the product. In addition, the number and size of the sieve holes should be moderate.